FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 4. Metal Structure, Welding, and Brazing | 4. Metal Repair Procedures | 4-58. Repair Methods and Precautions for Aluminum Structure
9/8/98
AC 43.13-1B
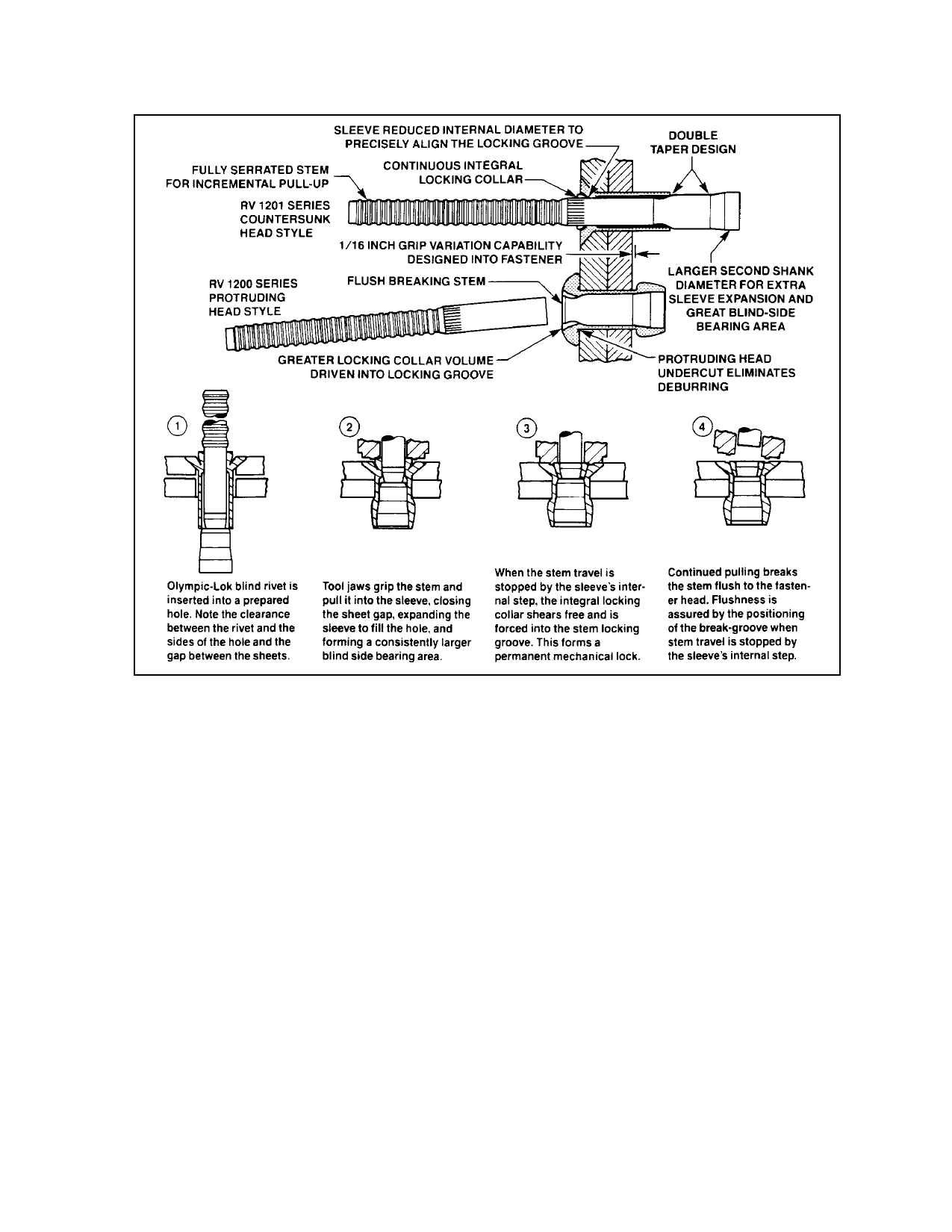
FIGURE 4-10. Olympic-Lok rivet.
4-58. REPAIR METHODS AND PRE
CAUTIONS FOR ALUMINUM STRUC
TURE. Carefully examine all adjacent rivets
outside of the repair area to ascertain that they
have not been harmed by operations in adja
cent areas. Drill rivet holes round, straight,
and free from cracks. Deburr the hole with an
oversize drill or deburring tool. The rivet-set
used in driving the rivets must be cupped
slightly flatter than the rivet head. (See fig
ure 4-6.) Rivets are to be driven straight and
tight, but not overdriven or driven while too
hard, since the finished rivet must be free from
cracks. Information on special methods of riv
eting, such as flush riveting, usually may be
obtained from manufacturer’s service manuals.
a. Splicing of Tubes. Round or stream
line aluminum alloy tubular members may be
repaired by splicing. (See figure 4-12.)
Splices in struts that overlap fittings are not
acceptable. When solid rivets go completely
through hollow tubes, their diameter must be
at least one-eighth of the outside diameter of
the outer tube. Rivets which are loaded in
shear should be hammered only enough to
form a small head and no attempt made to
form the standard roundhead. The amount of
hammering required to form the standard
roundhead often causes the rivet to buckle in
side the tube. (Correct and incorrect examples
of this type of rivet application are incorpo
rated in figure 4-12.)
Par 4-57
Page 4-25