FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 4. Metal Structure, Welding, and Brazing | 4. Metal Repair Procedures | 4-57. Riveting
AC 43.13-1B
9/8/98
FIGURE 4-9. CherryMax rivet.
universal protruding, 100-degree flush coun
tersink, and 100-degree flush shear; and three
diameters 1/8, 5/32, and 3/16 inch. The three
diameters are available in eight different alloy
combinations of 2017-T4, A-286, 5056, and
monel. Olympic-Lok lock spindles are made
from the same material as the sleeves.
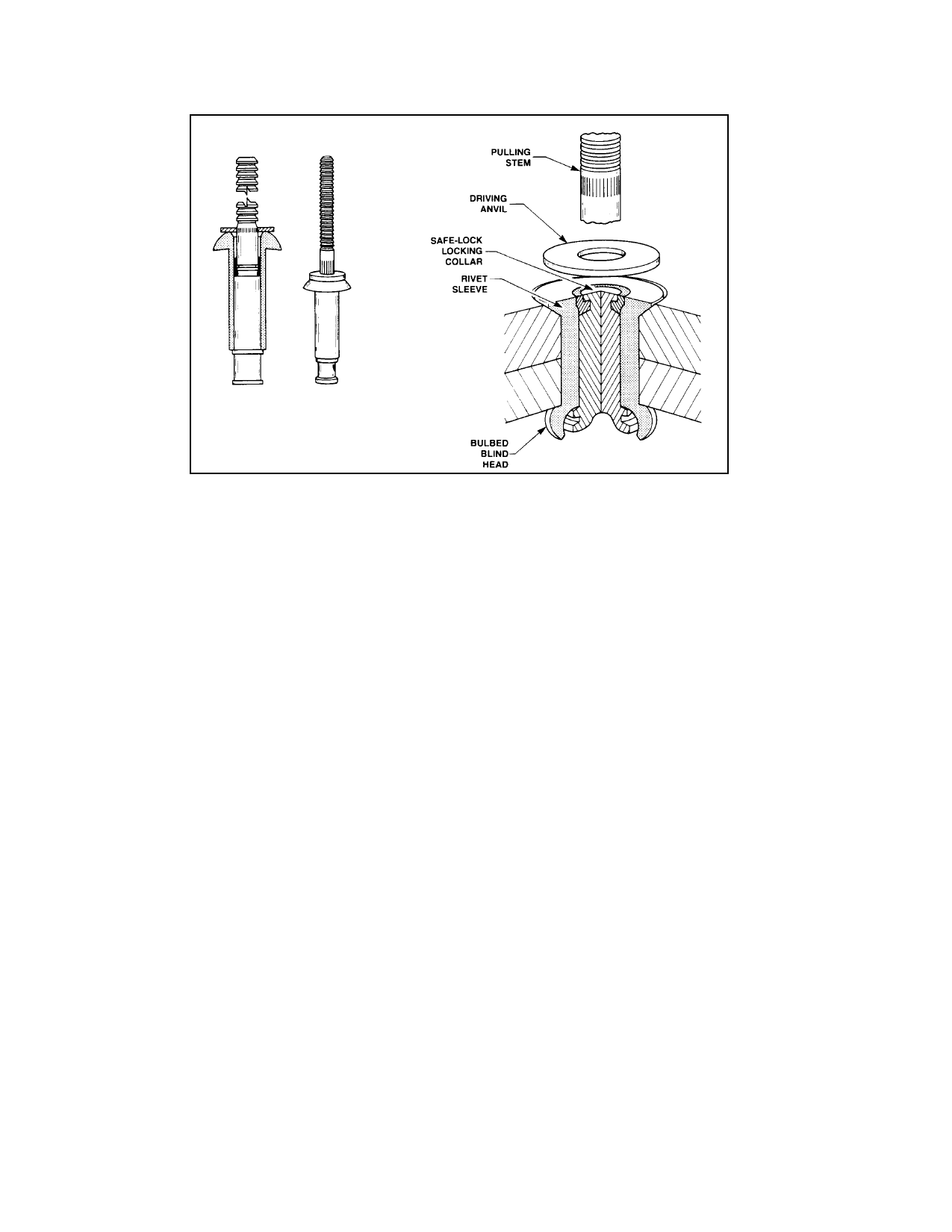
(8) Huck rivets (see figure 4-11) are
available in two head styles, protruding and
flush. They are available in four diameters
1/8, 5/32, 3/16, and 1/4 inch. Their diameters
are measured in increments of 1/32 inch and
lengths are measured in 1/16 inch increments.
They are manufactured in three different com
binations of alloys: 5056 aluminum sleeve
with 2024 aluminum alloy pin, A-286 corro
sion-resistant steel sleeve with an A-286 pin,
and a monel 400 sleeve with an A-286 pin.
The Huck fastener has the ability to tightly
draw-up two or more sheets of metal together
while being installed. After the take-up of the
Huck fastener is completed, the lockring is
squeezed into a groove on the pulling stem.
The anvil or footer (of the installation tool)
packs the ring into the groove of the pulling
stem by bearing against the lockring.
(9) Common pull-type Pop rivets, pro
duced for nonaircraft related applications, are
not approved for use on certificated aircraft
structures or components.
g. Design a new or revised rivet pattern
for strength required in accordance with one of
the following:
(1) The aircraft manufacturer’s mainte
nance manuals.
(2) The techniques found in structural
text books and using the mechanical properties
found in MIL-HDBK-5.
(3) The specific instructions in para
graphs 4-58g through 4-58n. When following
the instruction in paragraphs 4-58g through
4-58n, the general rule for the diameter of the
rivets used to join aluminum sheets is to use a
diameter approximately three times the thick
ness of the thicker sheet. Do not use rivets
where they would be placed in tension, tending
to pull the heads off; and backup a lap joint of
thin sheets with a stiffener section.
Page 4-24
Par 4-57