FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 4. Metal Structure, Welding, and Brazing | 4. Metal Repair Procedures | 4-58. Repair Methods and Precautions for Aluminum Structure
AC 43.13-1B
9/8/98
sheet-metal type or the built-up type employ
ing special sections, square or round tubing,
may be repaired by the addition of suitable re
inforcement. (Acceptable methods of repair
are shown in figures 4-13 and 4-14.) These
examples deal with types of ribs commonly
found in small and medium size aircraft. Re
pair schemes developed by the aircraft manu
facturer are acceptable, but any other methods
of reinforcement are major repairs and require
approved data.
d. Trailing and Leading Edges and Tip
Strips. Repairs to wing, control surface trail
ing edges, leading edges, and tip strips should
be made by properly executed and reinforced
splices. Acceptable methods of trailing edge
repairs are shown in figure 4-15.
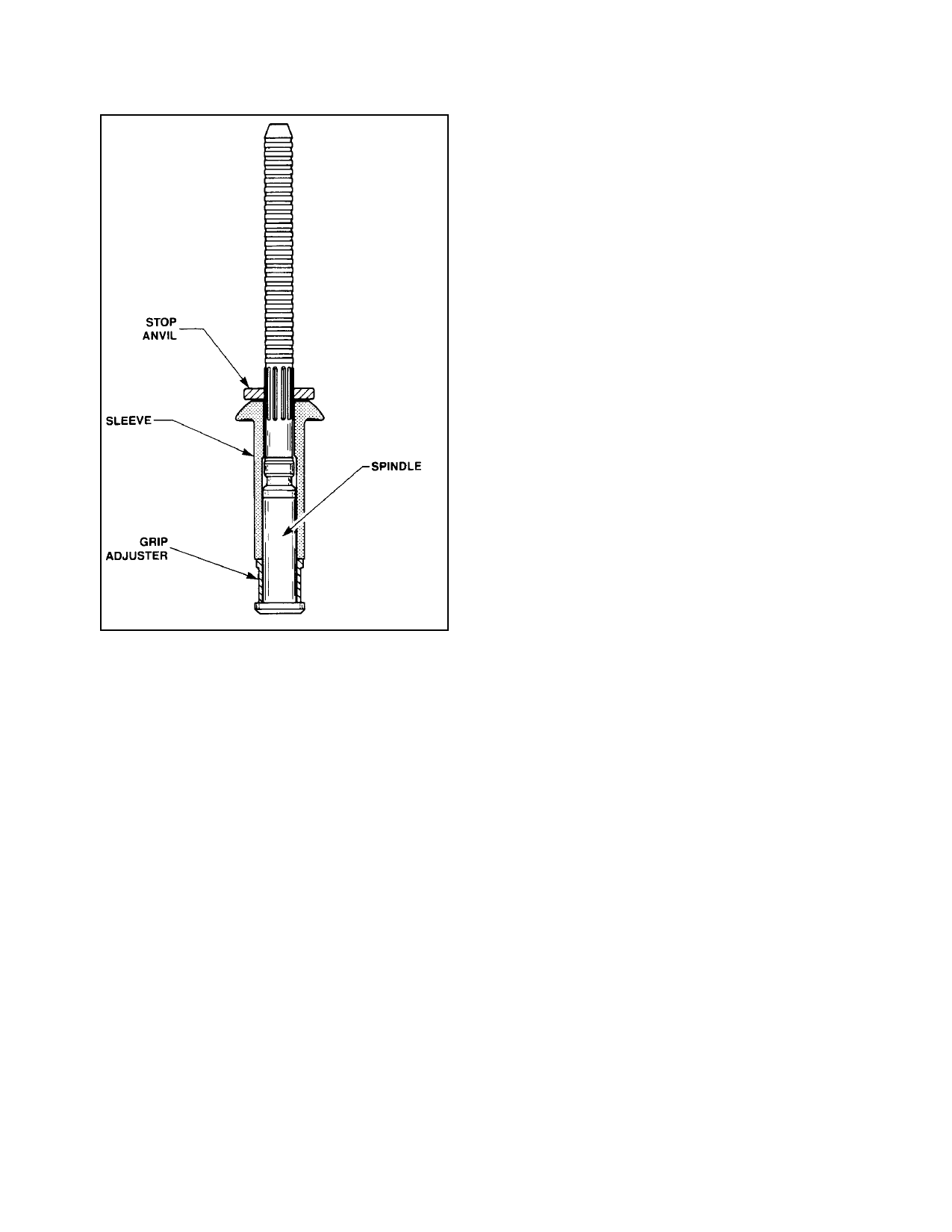
FIGURE 4-11. Huck rivet.
b. Repairs to Aluminum Alloy Mem
bers. Make repairs to aluminum alloy mem
bers with the same material or with suitable
material of higher strength. The 7075 alloy
has greater tensile strength than other com
monly used aluminum alloys such as 2014 and
2024, but is subject to somewhat greater notch
sensitivity. In order to take advantage of its
strength characteristics, pay particular attention
to design of parts to avoid notches, small radii,
and large or rapid changes in cross-sectional
areas. In fabrication, exercise caution to avoid
processing and handling defects, such as ma
chine marks, nicks, dents, burrs, scratches, and
forming cracks. Cold straightening or forming
of 7075-T6 can cause cracking; therefore, it
may be advisable to limit this processing to
minor cold straightening.
c. Wing and Tail Surface Ribs. Dam
aged aluminum alloy ribs either of the stamped
e. Repair of Damaged Skin. In cases
where metal skin is damaged extensively, re
pair by replacing an entire sheet panel from
one structural member to the next. The repair
seams are to lie along stiffening members,
bulkheads, etc.; and each seam must be made
exactly the same in regard to rivet size, splic
ing, and rivet pattern as the manufactured
seams at the edges of the original sheet. If the
two manufactured seams are different, the
stronger one will be copied. (See figure 4-16
for typical acceptable methods of repairs.)
f. Patching of Small Holes. Small holes
in skin panels which do not involve damage to
the stiffening members may be patched by
covering the hole with a patch plate in the
manner shown in figure 4-16. Flush patches
also may be installed in stressed-skin type con
struction. An acceptable and easy flush patch
may be made by trimming out the damaged
area and then installing a conventional patch
on the underneath side or back of the sheet
being repaired. A plug patch plate of the same
size and skin thickness as the opening may
then be inserted and riveted to the patch plate.
Other types of flush patches similar to those
Page 4-26
Par 4-58