FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 8. Engines, Fuel, Exhaust, and Propellers | 1. Engines | 8-12. Corrosion
AC 43.13-1B
9/8/98
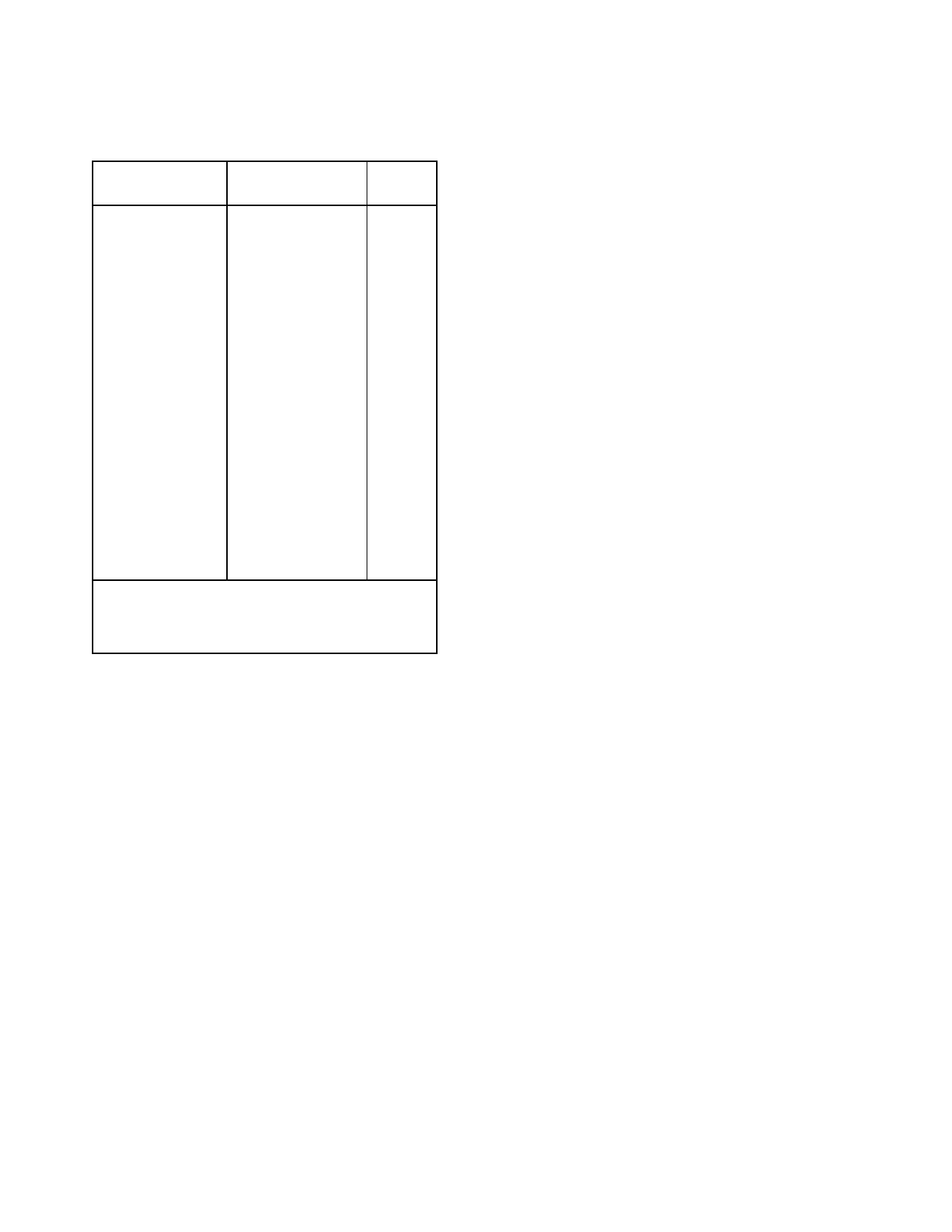
TABLE 8-1. Current engine and maximum permissible
cylinder barrel oversize.
Engine manufacturer
Engine series
Max.
oversize
(in.)
Air Cooled Motors
No oversize for
(Franklin)
sleeved cylinders.
Solid cylinders...........
0.017
Continental Motors R-670,
W-670, 0.010 to
R9A....
0.020
0.005
GTSIO-520, 550........
0.015
All others....................
Jacobs
All..............................
0.015
Kinner
All..............................
0.015
Pigman, LeBlond,
All..............................
0.025
Rearwin, Ken
Royce
Lycoming
All.............................. 0.010
0.020
Menasco
All..............................
0.010
Pratt & Whitney
R-2800B, C, CA, CB..
0.025
*R-959 and R-1830....
0.030
All others....................
0.020
Ranger
6-410 early cyls.
0.010
6-390
6-410 late cyls. 6-440
0.120
(L-440) series..
Warner
All..............................
0.015
Wright
All..............................
0.020
*(The above oversize limits correspond to the
manufacturer’s requirements, except for P&W R-985
and R-1830 series engines.)
NOTE: ( Check for latest manufacturer specifications.)
(4) Cylinder barrels which have been
plated by an agency whose process is approved
by the FAA and which have not been worked
beyond maximum permissible limits, will be
considered acceptable for installation on certi-
ficated engines. It will be the responsibility of
the owner or the repairing agency to provide
this proof. In some cases, it may be necessary
to remove cylinders to determine the amount
of oversize since this information may be
etched on the mating surface of the cylinder
base flange.
8-12. CORROSION. Accomplish corrosion
preventive measures for temporary and long-
term storage in accordance with the instruc-
tions issued by the pertinent engine manufac-
turer. Avoid the use of solutions which con-
tain strong caustic compounds and all solu-
tions, polishes, cleaners, abrasives, etc., which
might possibly promote corrosive action. (Re-
fer to Chapter 6, Corrosion, Inspection, and
Protection.)
8-13. ENGINE RUN-IN. After an aircraft
engine has been overhauled, it is recom-
mended that the pertinent aircraft engine
manufacturer’s run-in instructions be followed.
Observe the manufacturer’s recommendations
concerning engine temperatures and other cri-
teria. Repair processes employed during over-
haul often necessitate amending the manufac-
turer’s run-in procedures. Follow the ap-
proved amended run-in procedures in such in-
stances.
NOTE: Do not run up engines on the
ground for long periods of time with
the cowling off. The engine will over-
heat because cylinder cooling has been
disrupted.
8-14. COMPRESSION TESTING OF
AIRCRAFT ENGINE CYLINDERS. A test
to determine the internal condition of the com-
bustion chamber cylinder assembly by ascer-
taining if any appreciable internal leakage is
occurring is compression testing of aircraft en-
gine cylinders. If a cylinder has less than a
60/80 reading on the differential test gauges on
a hot engine, and procedures in para-
graphs 8-15b(5)(i) and (j) fail to raise the com-
pression reading, the cylinder must be removed
and inspected. To determine the cylinder’s
problem area, have someone hold the propeller
at the weak cylinder’s top dead center and with
compressed air still being applied, listen. If air
is heard coming out of the exhaust pipe, the
cylinder’s exhaust-valve is not seating prop-
erly. If air is heard leaking out of the air
cleaner/carburetor heat box, the intake valve is
leaking. With the oil dipstick removed, and air
is rushing out, the piston rings are defective.
Remove and repair/overhaul the defective
cylinder.
Page 8-6
Par 8-11