FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 4. Metal Structure, Welding, and Brazing | 5. Welding and Brazing | 4-88. Brazing
AC 43.13-1B CHG 1
9/27/01
the base metal, which is subjected to the tem
peratures of the brazing process, should be in
accordance with table 4-14.
TABLE 4-14. Calculated allowable strength of base
metal.
Material
Heat-treated material (in
cluding normalized) used
in “as-brazed”
condition
Heat-treated material (in
cluding normalized)
reheat-treated during or
after brazing
Allowable Strength
Mechanical properties of
normalized material
Mechanical properties
corresponding to heat
treatment performed
process of keeping oxide away from the metal
and aids the flow of solder.
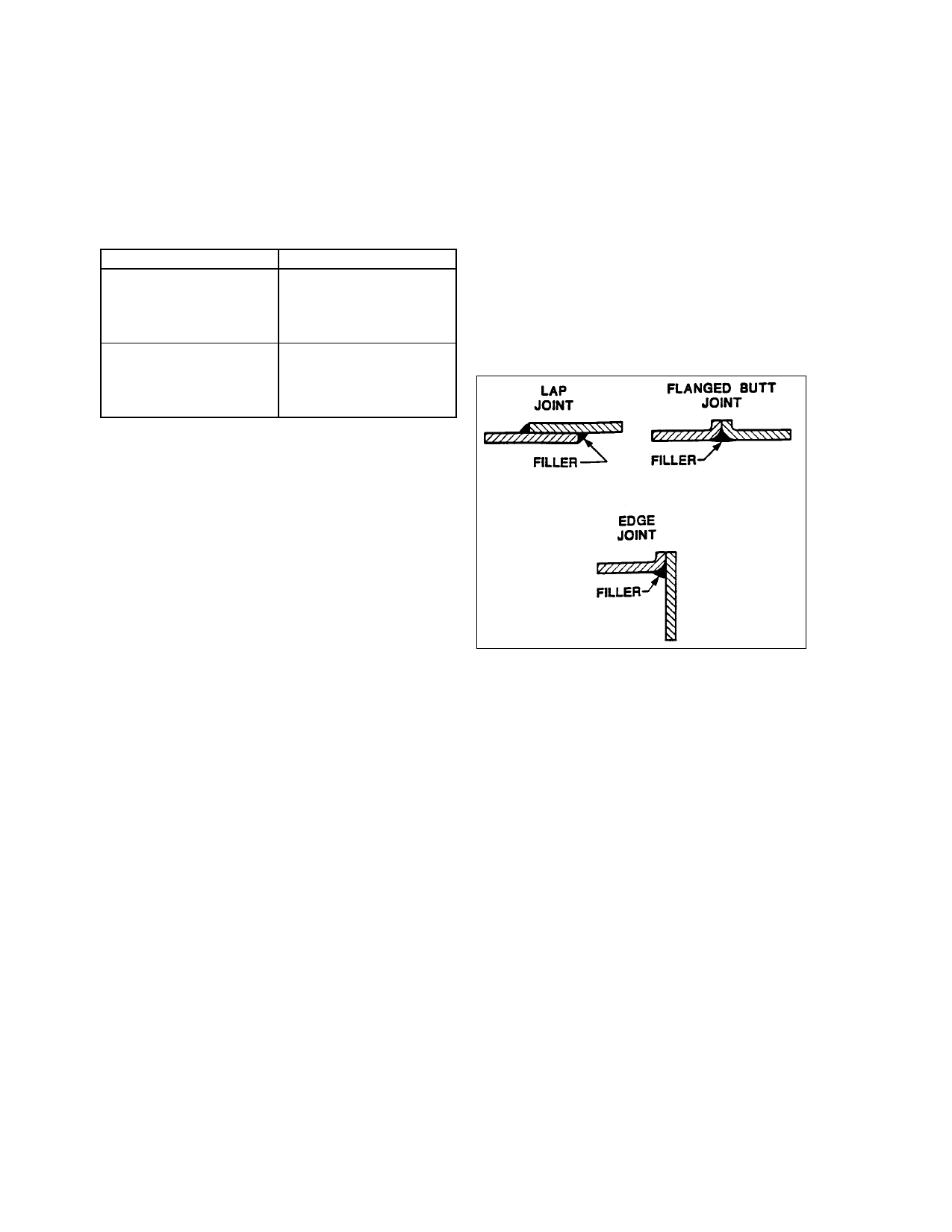
(d) In figure 4-32, three types of joints for
silver brazing are shown; flanged butt, lap, and
edge joints. If a lap joint is used, the amount
of lap should be determined according to the
strength needed in the joint. For strength equal
to that of the base metal in the heated zone, the
amount of lap should be four to six times the
metal thickness.
(2) Alloys commonly referred to as silver
solders melt above 425 °C (800 °F), and when
using them the process should be called silver
brazing.
(a) The principal use of silver brazing in air
craft work is in the fabrication of high-pressure
oxygen lines and other parts which must with
stand vibration and high temperatures. Silver
brazing is used extensively to join copper (and
its alloys), nickel, silver, various combinations
of these metals, and thin steel parts. Silver
brazing produces joints of higher strength than
those produced by other brazing processes.
(b) It is necessary to use flux in all silver-
brazing operations, because of the necessity for
having the base metal chemically clean, (with
out the slightest film of oxide to prevent the
silver-brazing alloy from coming into intimate
contact with the base metal).
(c) The joint must be physically and chemi
cally clean, which means it must be free of all
dirt, grease, oil, and paint. After removing the
dirt, grease, and paint, any oxide should be
removed by grinding or filing the piece until
bright metal can be seen. During the soldering
operation, the flux continues the
FIGURE 4-32. Silver brazing joints.
(e) The oxyacetylene flame for silver brazing
should be neutral, but may have a slight excess
of acetylene. It must be soft, not harsh. Dur
ing both preheating and application of the sol
der, the tip of the inner cone of the flame
should be held about 1/2 inch from the work.
The flame should be kept moving so that the
metal will not become overheated.
(f) When both parts of the base metal are at
the right temperature (indicated by the flow of
flux), brazing alloy can be applied to the sur
face of the under or inner part at the edge of
the seam. It is necessary to simultaneously di
rect the flame over the seam, and keep moving
it so that the base metal remains at an even
temperature.
Page 4-60
Par 4-88