FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 4. Metal Structure, Welding, and Brazing | 5. Welding and Brazing | 4-87. Electric Resistance Welding
AC 43.13-1B CHG 1
9/27/01
(2) The 250+ amp arc between the electrode
and the work melts the metal at 5,432 ºF, and
a filler rod is manually fed into the molten
puddle. A stream of inert gas such as argon or
helium flows out of the torch and envelopes
the arc, thereby preventing the formation of
oxides in the puddle.
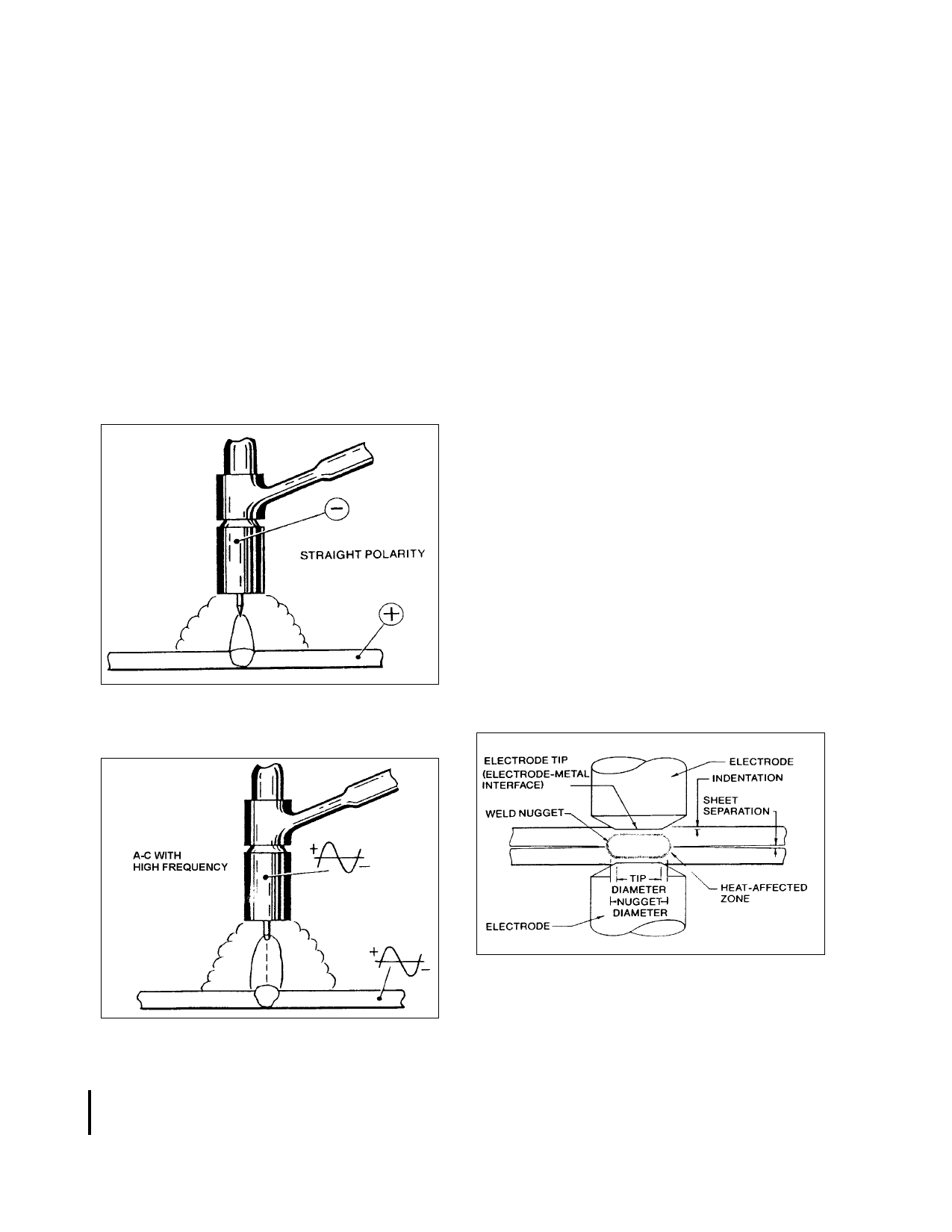
(3) The versatility of TIG welding is in
creased by the power supply that is used. Di
rect current of either polarity or alternating
current may be used. (See figures 4-29
and 4-30.)
especially stainless steel parts, are joined by
one of the forms of electric resistance welding,
either spot welding or seam welding.
a. Spot Welding. Two copper electrodes are
held in the jaws of the spot welding machine,
and the material to be welded is clamped be
tween them. Pressure is applied to hold the
electrodes tightly together, and electrical cur
rent flows through the electrodes and the mate
rial. The resistance of the material being
welded is so much higher than that of the cop
per electrodes that enough heat is generated to
melt the metal. The pressure on the electrodes
forces the molten spots in the two pieces of
metal to unite, and this pressure is held after
the current stops flowing long enough for the
metal to solidify. Refer to MIL HDBK-5 for
joint construction and strength data. The
amount of current, pressure, and dwell time are
all carefully controlled and matched to the type
of material and the thickness to produce the cor
rect spot welds. (See figure 4-31.)
FIGURE 4-29. Set TIG welder to DC current, straight
polarity for welding mild steel, stainless steel and ti
tanium
b. Seam Welding. Rather than having to
release the electrodes and move the material to
form a series of overlapping spot welds, a
seam-welding machine is used to manufacture
FIGURE 4-30. Set TIG to AC current for welding
aluminum and magnesium.
4-87. ELECTRIC-RESISTANCE WELD
ING. Many thin sheet metal parts for aircraft,
FIGURE 4-31. In spot welding, heat is produced by
electrical resistance between copper electrodes. Pres
sure is simultaneously applied to electrode tips to force
metal together to complete fusing process. Spot-weld
nugget size is directly related to tip size.
fuel tanks and other components where a con
tinuous weld is needed. Two copper wheels
Page 4-58
Par 4-86