FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 4. Metal Structure, Welding, and Brazing | 5. Welding and Brazing | 4-86. Types of Welding
9/27/01
AC 43.13-1B CHG 1
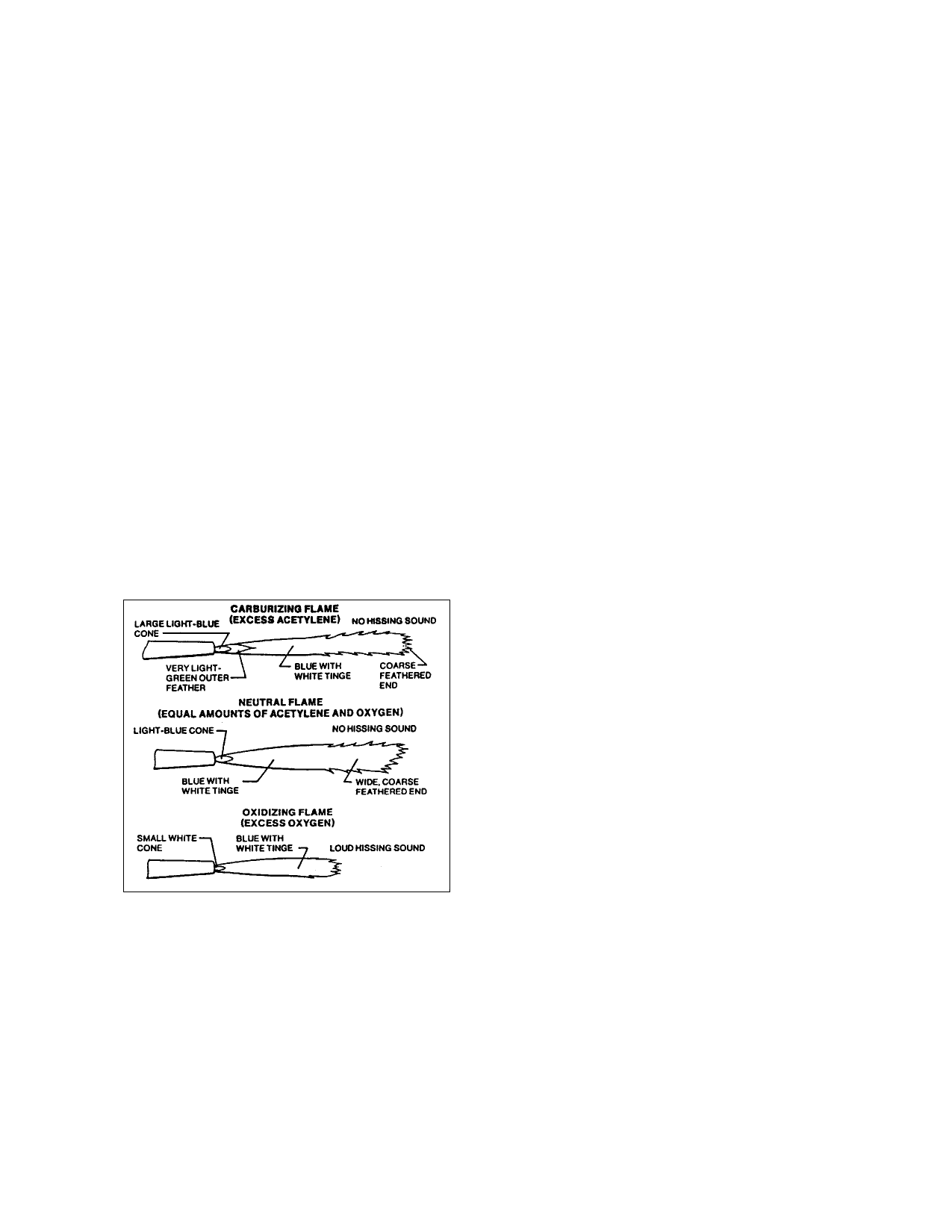
This flame is used to melt the materials to be
welded. A filler rod is melted into the puddle
of molten metal to reinforce the weld. When
highly-reactive metals such as aluminum are
gas welded, they must be covered with flux to
exclude oxygen from the molten metal and
keep oxides from forming which would de
crease the strength of the weld. (An illustration
of a carburizing flame, a neutral flame, and an
oxidizing flame is shown in figure 4-28.)
b. Shielded Metal Arc Welding (SMAW).
This method is the most familiar and common
type and is known in the trade as stick weld
ing. A metal wire rod coated with a welding
flux is clamped in an electrode holder con
nected to the power supply with a heavy elec
trical cable. The metal to be welded is also
attached to the power supply. The electrical
power is supplied to the work at a low voltage
the rod. As the flux melts, it releases an inert
gas which shields the molten puddle from
oxygen in the air and prevents oxidation. The
molten flux covers the weld and hardens to an
airtight slag cover that protects the weld bead
as it cools. This slag must be chipped off to
examine the weld.
c. Gas Metal Arc Welding (GMAW). This
method of welding was formerly called Metal
Inert Gas (MIG) welding and is an improve
ment over stick welding because an uncoated
wire electrode is fed into the torch and an inert
gas such as argon, helium, or carbon dioxide
flows out around the wire to protect the puddle
from oxygen. The power supply connects
between the torch and the work, and the arc
produces the intense heat needed to melt the
work and the electrode. Low-voltage high-
current DC is used almost exclusively with
GMAW welding. GMAW is used more for
large-volume production work than for aircraft
repair.
d. Gas Tungsten Arc Welding (GTAW).
This is the form of electric arc welding that
fills most of the needs in aircraft maintenance.
It is more commonly known as Tungsten Inert
Gas (TIG) welding and by the trade names of
Heliarc or Heliweld. These trade names were
derived from the fact that the inert gas origi
nally used was helium.
FIGURE 4-28. Basic gas-welding flames: Each has dis
tinctive shape, color and sound. Neutral flame is the
most used.
and high current and may be either AC or DC,
depending upon the type of welding being
done. An arc is struck between the rod and the
work and produces heat in excess of
10,000 °F, which melts both the material and
(1) Rather than using a consumable electrode
such as is used in both of the other two meth
ods we have discussed, the electrode in TIG
welding is a tungsten rod. (In earlier proce
dures using this form of welding, a carbon
electrode was used, but it has been replaced
almost exclusively with tungsten.)
Par 4-86
Page 4-57