FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 3. Fiberglass and Plastics | 1. Repair of Light Load Laminate Structures | 3-4. Sample Bagging and Curing Process
AC 43.13-1B
9/8/98
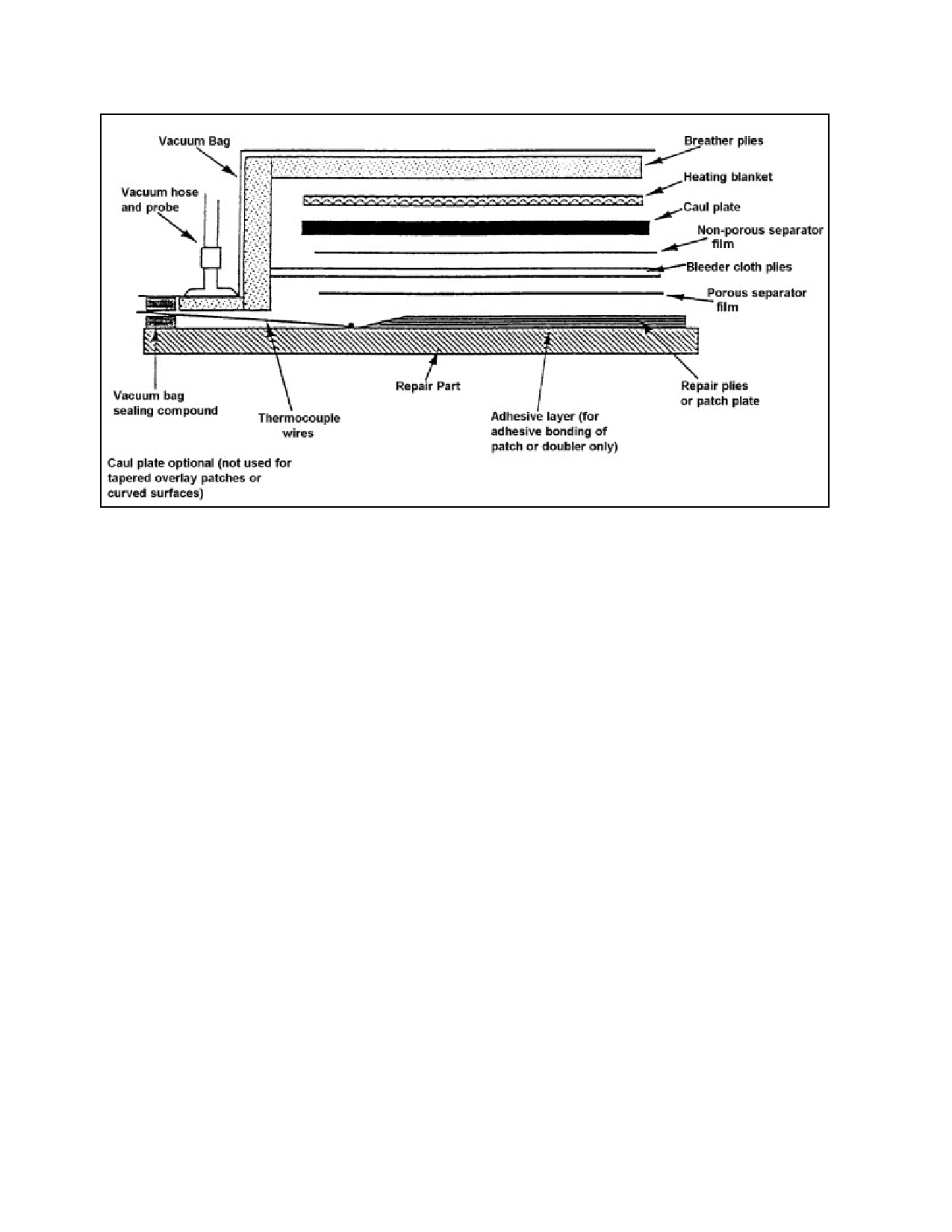
FIGURE 3-9. Sample bagging layup cross section.
a. The materials used for most bonded
repairs require elevated temperatures and pres
sure, during their cure, to develop full strength.
The following paragraphs describe the opera
tions required to enclose the repair in a vac
uum bag. When the part to be cured can be
placed in an autoclave, additional pressure and
heat can be applied. For cured-in-place parts,
vacuum pressure and portable heat blankets
usually suffice.
(1) When selecting materials, especially
the parting agent film, the temperature at
which the repair is to be cured must be known.
Polyvinyl alcohol (PVA) film is ideal when the
bonding temperature does not exceed 250 °F.
PVA film has very high tear resistance and may
be heat-sealed effectively. When the bond
temperature is not above 180 °F, polyvinyl
chloride film can be used. For temperatures up
to 450 °F, a polyvinyl fluoride film is used.
These three types of films are available in a va
riety of weights and widths. Most nylon bag
ging films are used for temperatures up to
400 °F.
(2) When all repair details are in place
and ready to be cured, they are enclosed in a
bag of plastic film or thin rubber. Air is re
moved from the bag by a vacuum source so
that atmospheric pressure exerts a pressure on
the repair as it is cured.
(3) To provide a path to draw off the air
initially inside the bag, layers of fiberglass
cloth or similar noncontaminating materials,
known as breather plies, are placed inside the
bag. When prepreg is being cured as part of
the repair, it is sometimes necessary to bleed
off excess resin. To do this, layers of fiber
glass cloth or similar materials known as
bleeder plies are placed over the prepreg.
Some repairs have been made with a net resin
prepreg that does not require bleeding, and
therefore does not require bleeder plies. Po
rous separator plies or film are used between
the prepreg and the bleeder and nonporous
separator plies or film are used between the
bleeder and breather plies to control the flow
of resin.
Page 3-6
Par 3-4