FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 7. Aircraft Hardware, Control Cables, and Turnbuckles | 4. Nuts | 7-66. Castle Nut (AN310)
AC 43.13-1B
9/8/98
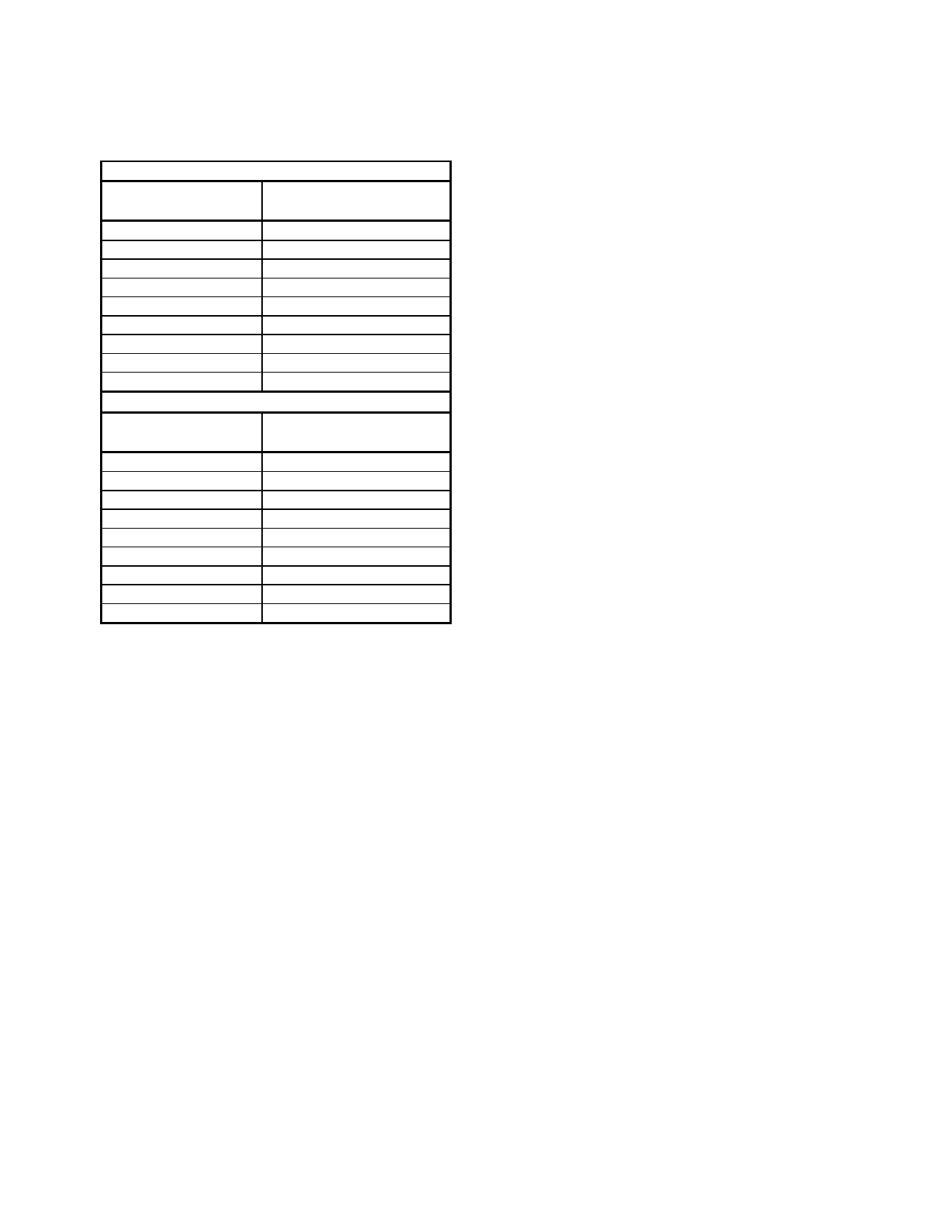
TABLE 7-2. Minimum prevailing torque values for re-
used self-locking nuts.
FINE THREAD SERIES
MINIMUM PREVAILING
THREAD SIZE
TORQUE
7/16 - 20
8 inch-pounds
1/2 - 20
10 inch-pounds
9/16 - 18
13 inch-pounds
5/8 -18
18 inch-pounds
3/4 - 16
27 inch-pounds
7/8 - 14
40 inch-pounds
1 - 14
55 inch-pounds
1-1/8 - 12
73 inch-pounds
1-1/4 - 12
94 inch-pounds
COARSE THREAD SERIES
THREAD SIZE
MINIMUM PREVAILING
TORQUE
7/16 - 14
8 inch-pounds
1/2 - 13
10 inch-pounds
9/16 - 12
14 inch-pounds
5/8 - 11
20 inch-pounds
3/4 - 10
27 inch-pounds
7/8 - 9
40 inch-pounds
1-8
51 inch-pounds
1-1/8 - 8
68 inch-pounds
1-1/4 - 8
88 inch-pounds
a. Cadmium-Plating. This is an electro-
lytically deposited silver-gray plating which
provides exceptionally good protection against
corrosion, particularly in salty atmosphere, but
is not recommended in applications where the
temperature exceeds 450 °F. The following
additional finishes or refinements to the basic
cadmium can be applied.
(1) Chromic Clear Dip. Cadmium sur-
faces are passivated, and cyanide from the
plating solution is neutralized. The protective
film formed gives a bright, shiny appearance,
and resists staining and finger marks.
(3) Iridescent Dichromate. Cadmium-
plated work is dipped in a solution of sodium
dichromate and takes on a surface film of basic
chromium chromate which resists corrosion.
Finish is yellow to brown in color.
NOTE: Cadmium-plated nuts are re-
stricted for use in temperatures not to
exceed 450 °F. When used in tem-
peratures in excess of 450 °F, the
cadmium will diffuse into the base ma-
terial causing it to become very brittle
and subject to early failure.
b. Silver plating. Silver plating is applied
to locknuts for use at higher temperatures.
Important advantages are its resistance to ex-
treme heat (1,400 °F) and its excellent lubri-
cating characteristics. Silver resists galling
and seizing of mating parts when subjected to
heat or heavy pressure.
c. Anodizing for Aluminum. An inor-
ganic oxide coating is formed on the metal by
connecting the metals and anodes in a suitable
electrolyte. The coating offers excellent corro-
sion resistance and can be dyed in a number of
colors.
d. Solid Lubricant Coating. Locknuts
are also furnished with molybdenum disulfide
for lubrication purposes. It provides a clean,
dry, permanently-bonded coating to prevent
seizing and galling of threads. Molybdenum
disulfide is applied to both cadmium and sil-
ver-plated parts. Other types of finishes are
available, but the finishes described in this
chapter are the most widely used.
(2) Olive Drab Dichromate. Cadmium-
plated work is dipped in a solution of chromic
acid, nitric acid, acetic acid, and a dye which
produces corrosion resistance.
7-66. CASTLE NUT (AN310). The castle
nut is used with drilled shank hex head bolts,
clevis bolts, drilled head bolts, or studs that are
subjected to tension loads. The nut has slots or
castellations cut to accommodate a cotter pin
or safety wire as a means of safetying.
Page 7-12
Par 7-65