FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 4. Metal Structure, Welding, and Brazing | 4. Metal Repair Procedures | 4-57. Riveting
AC 43.13-1B
9/8/98
(b) The Bulbed Cherrylock rivets are
available in two head styles: universal and
100° countersunk. Their lengths are measured
in increments of 1/16 inch. It is important to
select a rivet with a length related to the grip
length of the metal being joined.
(c) The Bulbed Cherrylock rivet can
be installed using a G35 cherry rivet hand
puller or a pneumatic Bulbed Cherrylock
pulling tool.
FIGURE 4-7. Self plugging friction-lock Cherry rivets.
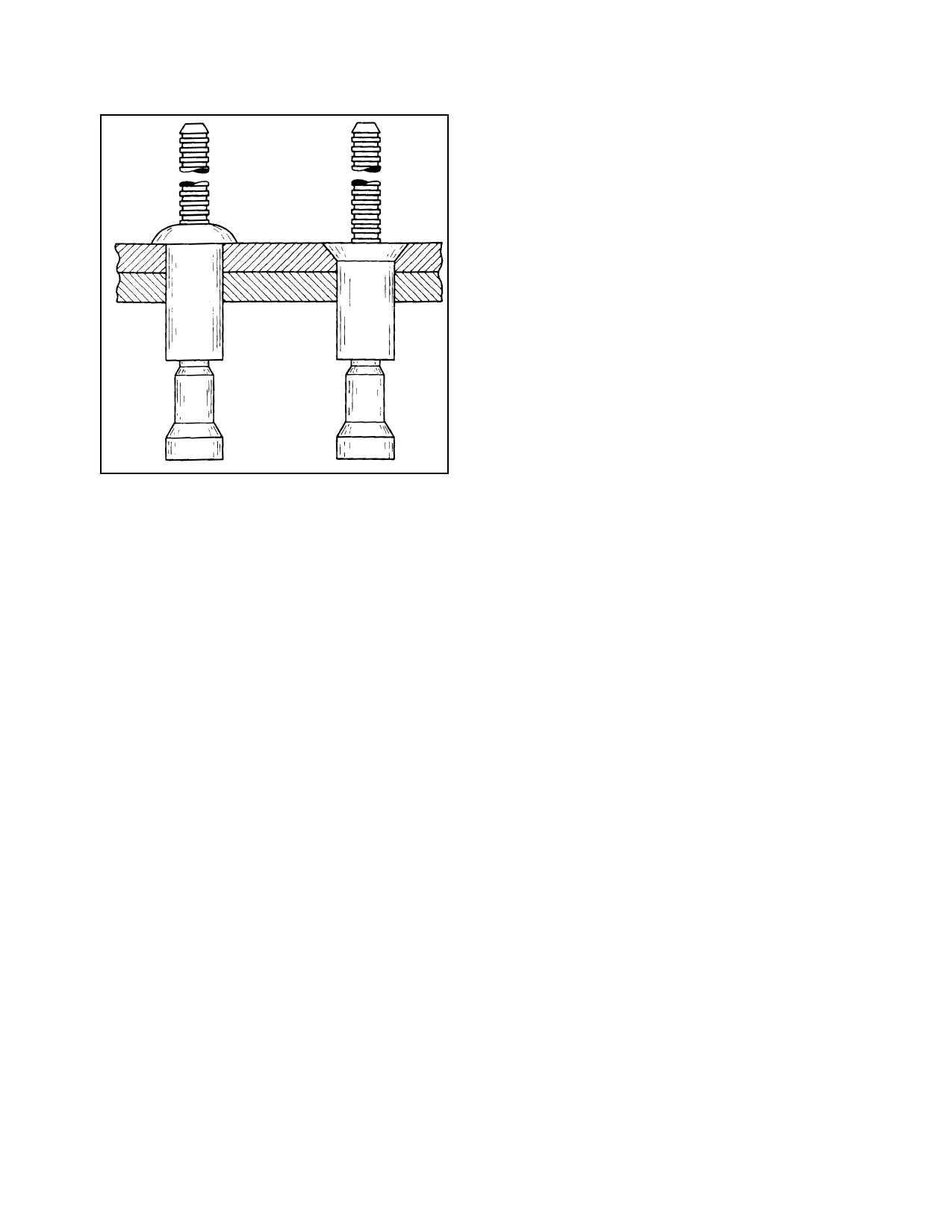
(5) Bulbed Cherrylock Rivets. One of
the earlier types of mechanical-lock rivets de
veloped were Bulbed Cherrylock blind rivets.
These blind rivets have as their main advan
tage the ability to replace a solid shank rivet
size for size. (See figure 4-8.)
(a) A Bulbed Cherrylock consists of
three parts; a rivet shell, a puller, and a lock-
ring. The puller or stem has five features
which are activated during installation; a
header, shank expanding section, lockring in
dent, weak or stem fracture point, and a ser
rated pulling stem. Carried on the pulling
stem, near the manufactured head, is the stem
lockring. When the rivet is pulled the action
of the moving stem clamps together the sheets
of metal and swells the shank to fill the drilled
hole. When the stem reaches its preset limit of
travel, the upper stem breaks away (just above
the lockring) as the lockring snaps into the re
cess on the locking stem. The rough end of the
retained stem in the center on the manufac
tured head must never be filed smooth, be
cause it will weaken the strength of the lock-
ring and the center stem could fall out. (See
figure 4-8.)
(6) The CherryMax (see figure 4-9)
rivet uses one tool to install three standard
rivet diameters and their oversize counterparts.
This makes the use of CherryMax rivets very
popular with many small general aviation re
pair shops. CherryMax rivets are available in
four nominal diameters 1/8, 5/32, 3/16, and
1/4 inch and three oversized diameters. Cher
ryMax rivets are manufactured with two head
styles, universal and countersunk. The Cher
ryMax rivets consists of five parts; bulbed
blind header, hollow rivet shell, locking (foil)
collar, driving anvil, and pulling stem. The
blind bulbed header takes up the extended
shank and forms the bucktail on a CherryMax
rivet stem. Rivet sleeves are made from
5056 aluminum, monel, and INCO 600. The
stems are made from alloy steel, CRES, and
INCO X-750 stem. CherryMax rivets have an
ultimate shear strength ranging from 50 KSI to
75 KSI.
(7) An Olympic-Lok (see figure 4-10)
rivet is a light three-piece mechanically locked,
spindle-type blind rivet. It carries its stem lock
integral to the manufactured head. While in
stalling, the lockring is pressed into a groove
on the pulling stem just as the rivet completes
drawing the metal together. After installation
is completed, never file the stem of an Olym-
pic-Lok rivet, because it will weaken the lock-
ring attachment. The Olympic-Lok fastener is
available in three head styles:
Page 4-22
Par 4-57