FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 4. Metal Structure, Welding, and Brazing | 4. Metal Repair Procedures | 4-57. Riveting
AC 43.13-1B
9/8/98
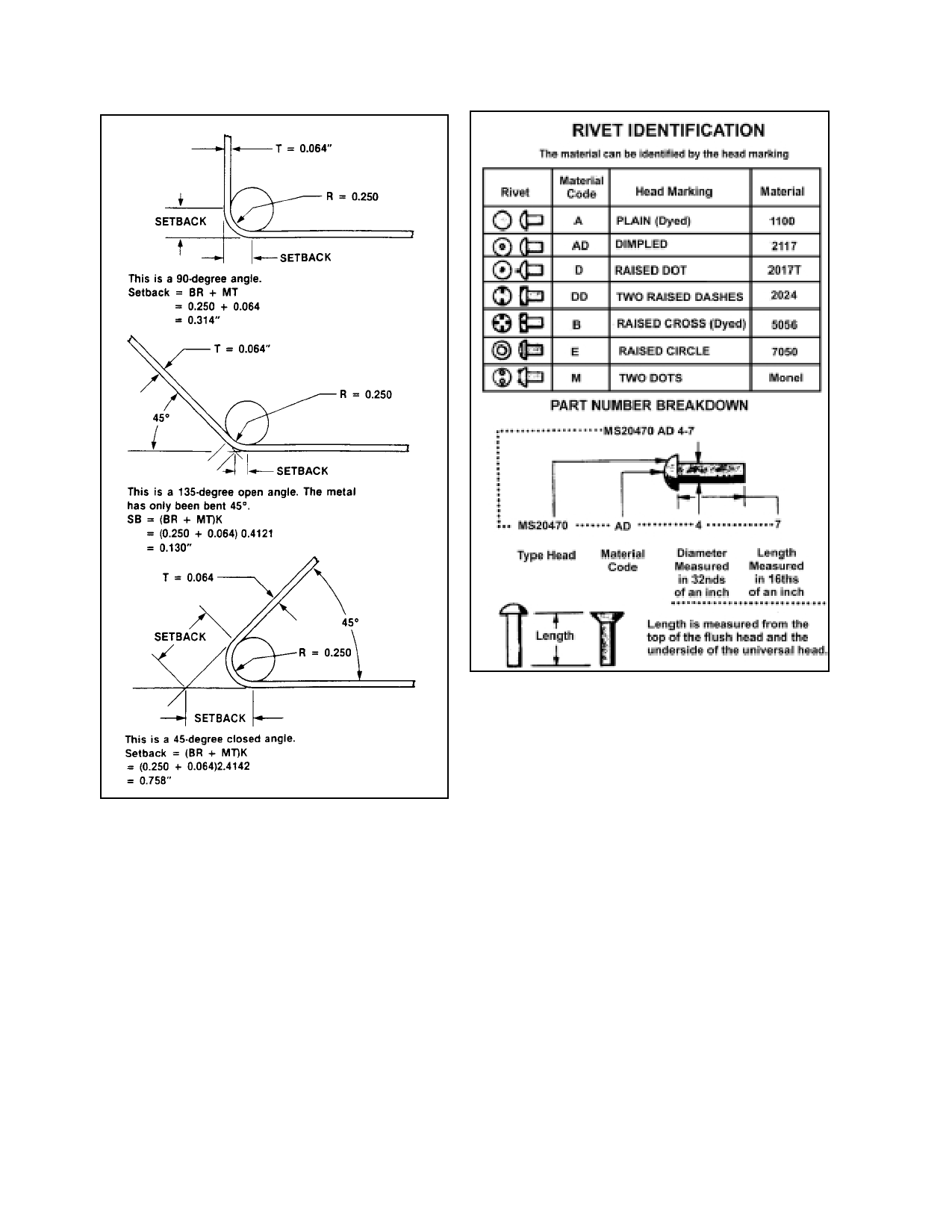
FIGURE 4-4. Rivet identification and part number
breakdown.
FIGURE 4-3. Methods of determining setback for bends
other than 90 degree.
(4) Countersunk head rivets (MS20426
supersedes AN426 100-degree) are used where
a smooth finish is desired. The 100-degree
countersunk head has been adopted as the
standard in the United States. The universal
head rivet (AN470 superseded by MS20470)
has been adopted as the standard for protrud
ing-head rivets, and may be used as a replace
ment for the roundhead, flathead, and brazier
head rivet. These rivets can also be purchased
in half sizes by designating a “0.5” after the
main length (i.e., MS20470 AD4-3.5).
b. Replace rivets with those of the same
size and strength whenever possible. If the
rivet hole becomes enlarged, deformed, or oth
erwise damaged; drill or ream the hole for the
next larger size rivet. However, make sure that
the edge distance and spacing is not less than
minimums listed in the next paragraph. Rivets
may not be replaced by a type having lower
strength properties, unless the lower strength is
adequately compensated by an increase in size
or a greater number of rivets. It is acceptable
to replace 2017 rivets of 3/16 inch diameter or
less, and 2024 rivets of 5/32 inch diameter or
less with 2117 rivets for general repairs, pro
vided the replacement rivets are 1/32 inch
greater in diameter than the rivets they replace.
Page 4-16
Par 4-57