FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 3. Fiberglass and Plastics | 3. Transparent Plastics | 3-23. Forming Methods
AC 43.13-1B
9/8/98
should be hollow-ground or have some set to
prevent binding. After the teeth are set, they
should be side-dressed to produce a smooth
edge on the cut. Band saws are recommended
for cutting flat acrylic sheets when the cuts
must be curved or where the sheet is cut to a
rough dimension to be trimmed later. Close
control of size and shape may be obtained by
band sawing a piece to within 1/16 inch of the
desired size, as marked by a scribed line on the
plastic, and then sanding it to the correct size
with a drum or belt sander.
(2) Unlike soft metal, acrylic plastic is a
very poor conductor of heat. Make provisions
for removing the heat when drilling. Deep
holes need cooling, and a water-soluble cutting
oil is a satisfactory coolant since it has no ten
dency to attack the plastic.
(a) The drill used on acrylics must be
carefully ground and free from nicks and burrs
that would affect the surface finish. Grind the
drill with a greater included angle than would
be used for soft metal. The rake angle should
be zero in order to scrape, not cut. (See fig
ure 3-18.)
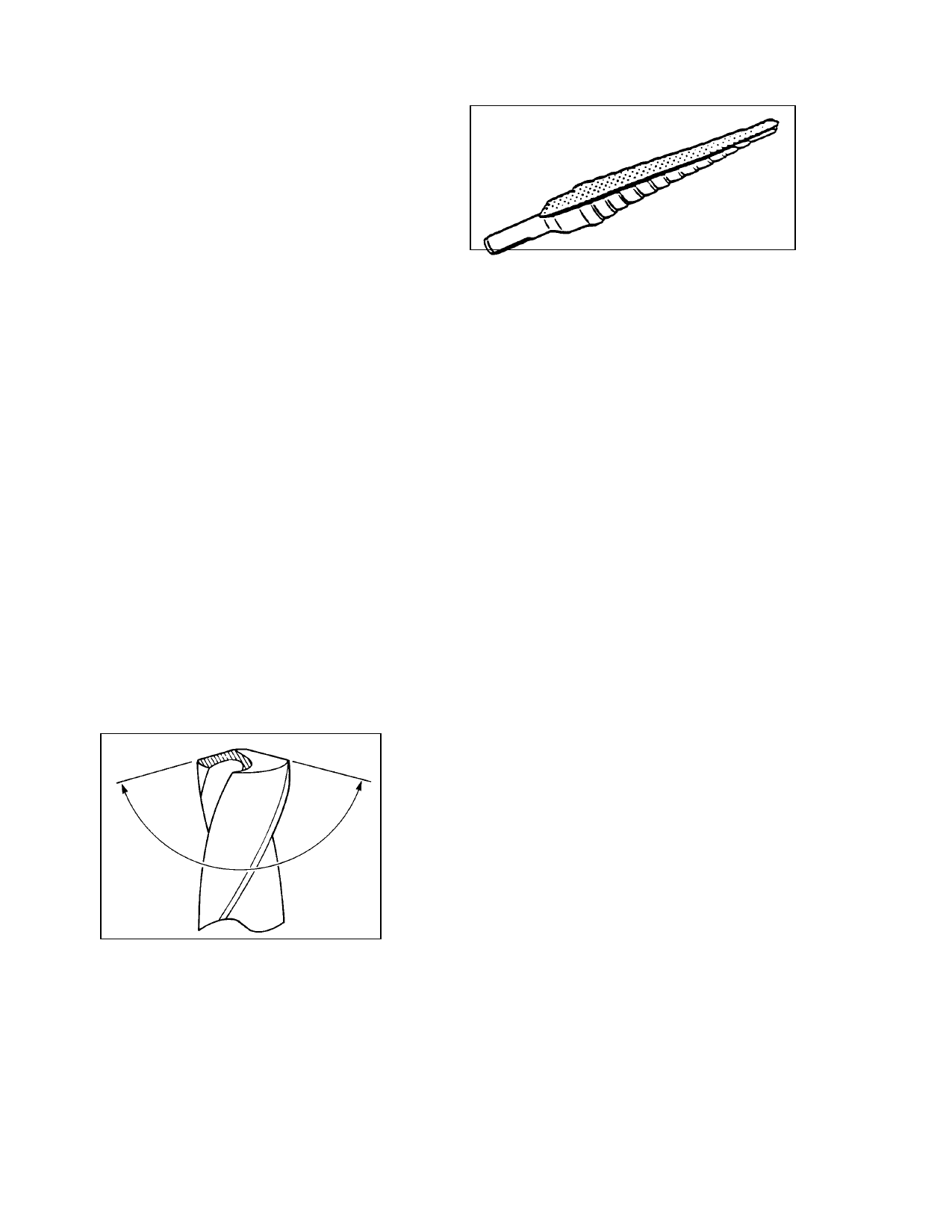
FIGURE 3-19. Unibit drill for drilling acrylic plastics.
h. Polymerizable Cements. Polymeri
zable cements are those in which a catalyst is
added to an already thick monomerpolymer
syrup to promote rapid hardening. Ce
ment PS-30 and Weld-On 40 are polymeri
zable cements of this type. They are suitable
for cementing all types of PLEXIGLAS acrylic
cast sheet and parts molded from PLEXIGLAS
molding pellets. At room temperature, the
cements harden (polymerize) in the container
in about 45 minutes after mixing the compo
nents. They will harden more rapidly at higher
temperatures. The cement joints are usually
hard enough for handling within 4 hours after
assembly. The joints may be machined within
4 hours after assembly, but it is better to wait
24 hours.
(1) PS-30 and Weld-On 40 joints retain
excellent appearance and color stability after
outdoor exposure. These cements produce
clear, transparent joints and should be used
when the color and appearance of the joints are
important.
FIGURE 3-18. Drill having an included angle of
approximately 150°, used to drill acrylic plastics.
(b) The patented Unibit (see fig
ure 3-19) is good for drilling small holes in
aircraft windshields and windows. It can cut
holes from 1/8-to 1/2−inch in 1/32−inch in
crements and produces good smooth holes
with no stress cracks around their edges.
(2) PS-30 and Weld-On 40 should be
used at temperatures no lower than 65 °F. If
cementing is done in a room cooler than 65 °F,
it will require a longer time to harden and the
joint strength will be reduced.
(a) The cement should be prepared
with the correct proportions of components as
given in the manufacturer’s instructions and
thoroughly mixed, making sure neither the
mixing container nor mixing paddle adds color
or affects the hardening of the cement.
Page 3-18
Par 3-23