FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 7. Aircraft Hardware, Control Cables, and Turnbuckles | 3. Bolts | 7-39. Bolt Fit
AC 43.13-1B
9/8/98
of 0.0006 inch for a 5/8 inch bolt. Bolt holes
should be flush to the surface, and free of de-
bris to provide full bearing surface for the bolt
head and nut. In the event of over-sized or
elongated holes in structural members, ream-
ing or drilling the hole to accept the next larger
bolt size may be permissible. Care should be
taken to ensure items, such as edge distance,
clearance, and structural integrity are main-
tained. Consult the manufacturer’s structural
repair manual, the manufacturer’s engineering
department, or the FAA before drilling or
reaming any bolt hole in a critical structural
member.
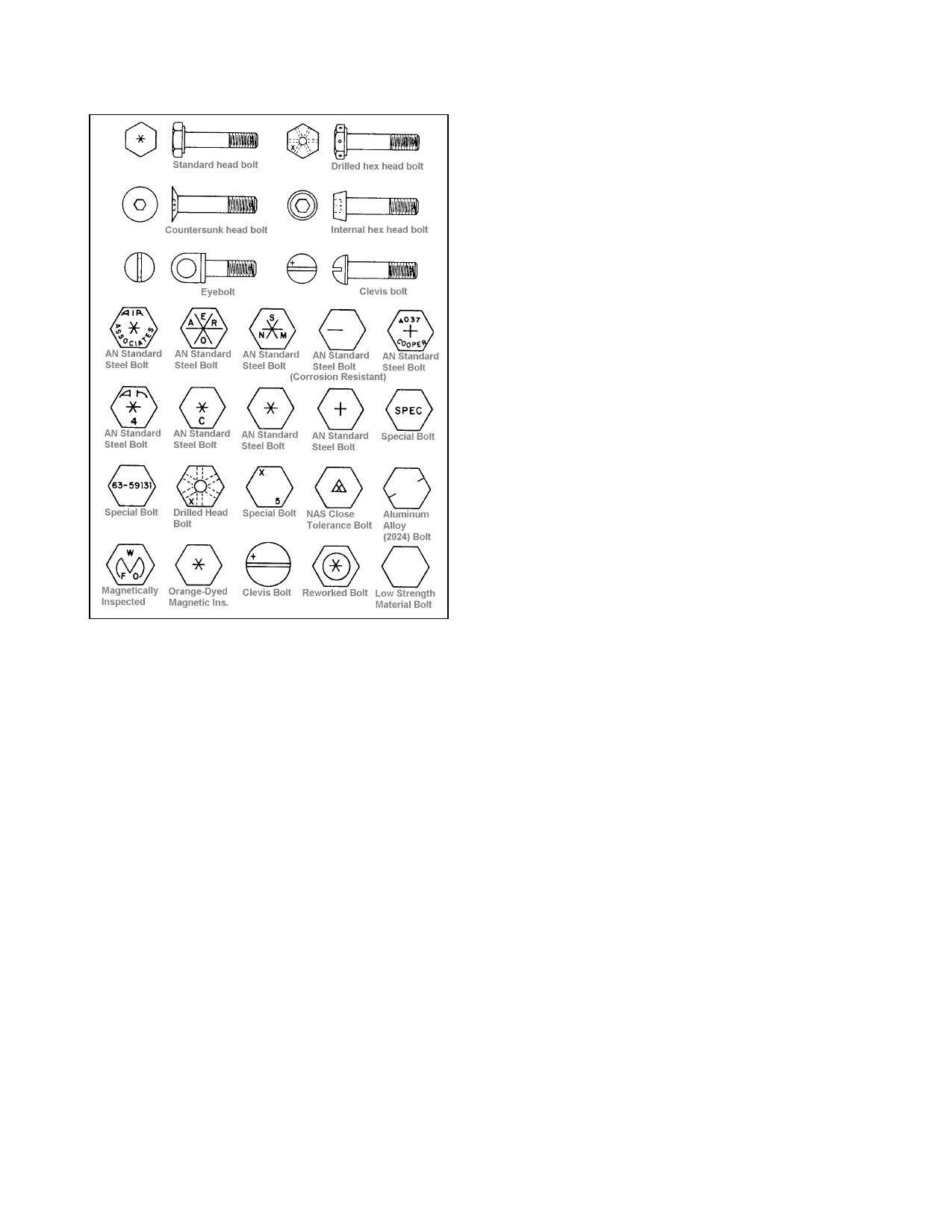
FIGURE 7-1. Typical aircraft bolt markings.
identification. In the case of plate nuts, if
proper bolt grip length is not available, add
shims under the plate. All bolt installations
which involve self-locking or plain nuts should
have at least one thread of the bolt protruding
through the nut.
7-38. LOCKING OR SAFETYING OF
BOLTS. Lock or safety all bolts and/or nuts,
except self-locking nuts. Do not reuse cotter
pins or safety wire.
7-39. BOLT FIT. Bolt holes, particularly
those of primary connecting elements, have
close tolerances. Generally, it is permissible to
use the first-lettered drill size larger than the
nominal bolt diameter, except when the AN
hexagon bolts are used in light-drive fit
(reamed) applications and where NAS close-
tolerance bolts or AN clevis bolts are used. A
light-drive fit can be defined as an interference
7-40. TORQUES. The importance of cor-
rect torque application cannot be overempha-
sized. Undertorque can result in unnecessary
wear of nuts and bolts, as well as the parts they
secure. Overtorque can cause failure of a bolt
or nut from overstressing the threaded areas.
Uneven or additional loads that are applied to
the assembly may result in wear or premature
failure. The following are a few simple, but
important procedures, that should be followed
to ensure that correct torque is applied.
NOTE: Be sure that the torque ap-
plied is for the size of the bolt shank
not the wrench size.
a. Calibrate the torque wrench at least
once a year, or immediately after it has been
abused or dropped, to ensure continued accu-
racy.
b. Be sure the bolt and nut threads are
clean and dry, unless otherwise specified by
the manufacturer.
c. Run the nut down to near contact
with the washer or bearing surface and check
the friction drag torque required to turn the
nut. Whenever possible, apply the torque to
the nut and not the bolt. This will reduce rota-
tion of the bolt in the hole and reduce wear.
Page 7-6
Par 7-37