FAA Advisory Circular 43.13-1B
Acceptable Methods, Techniques, and Practices
Aircraft Inspection and Repair
AC 43.13-1B | 6. Corrosion, Inspection, and Protection | 7. Basic Corrosion Removal Techiques | 6-117. Cleaners, Polishes, and Brighteners
AC 43.13-1B
9/8/98
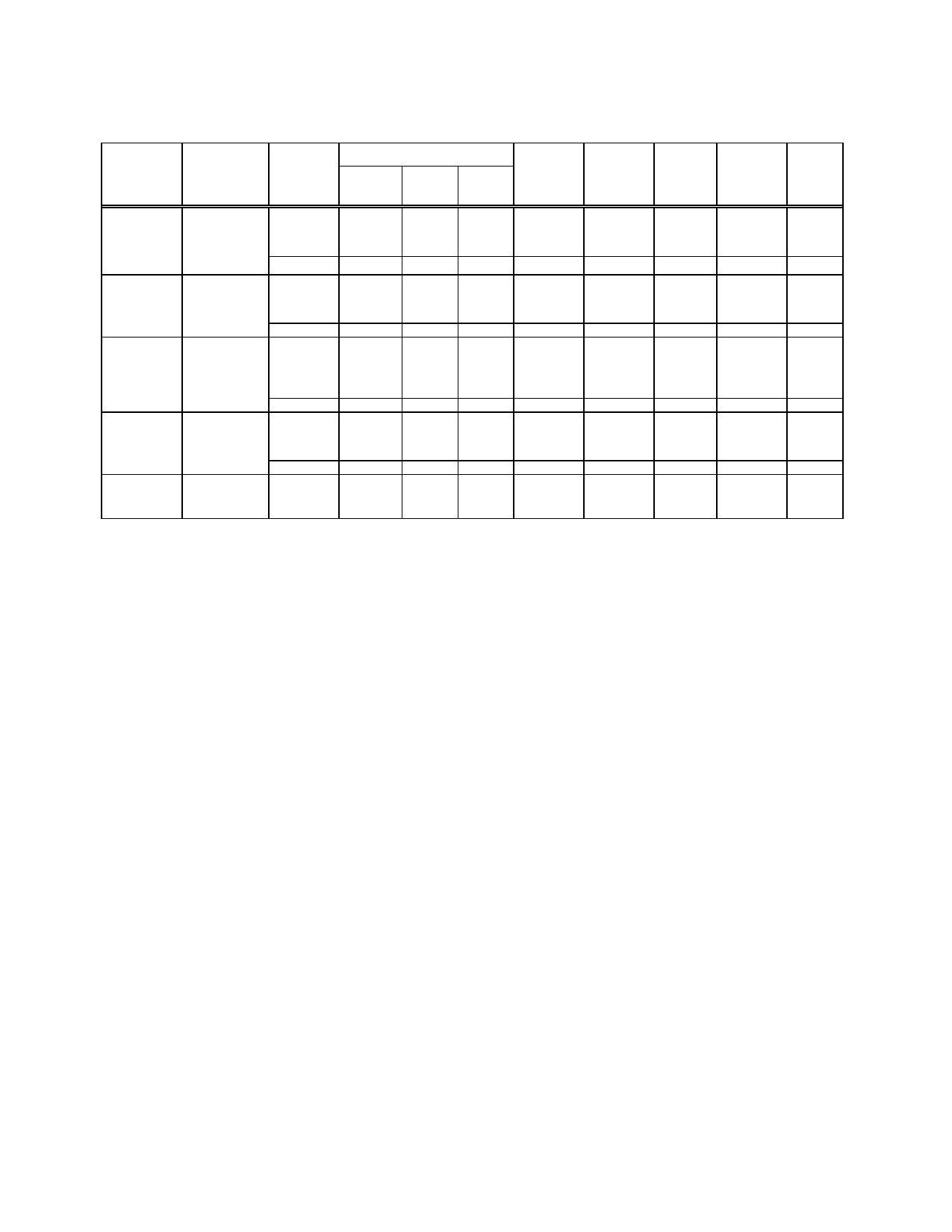
TABLE 6-1. Abrasives for corrosion removal.
METALS OR RESTRICTIONS OPERATION ABRASIVE PAPER OR CLOTH
MATERIALS TO
BE
PROCESSED
ALUMINUM SILICON GARNET
OXIDE CARBIDE
ABRASIVE ALUMINUM
FABRIC OR
PAD
STAINLESS PUMICE 350 ABRASIVE
STEEL MESH OR WHEEL
FINER
FERROUS
ALLOYS
CORROSION 150 GRIT 180 GRIT
REMOVAL OR FINER OR FINER
OR FAIRING
FINISHING
400
FINE TO
X
X
X
X
ULTRA FINE
X
X
X
ALUMINUM AL-
LOYS
EXCEPT CLAD
ALUMINUM
DO NOT USE
SILICON
CARBIDE
ABRASIVE
CORROSION
REMOVAL
OR FAIRING
FINISHING
150 GRIT
OR FINER
400
7/0 GRIT VERY FINE
OR FINER AND
X
ULTRA FINE
X
X
X
X
CLAD
ALUMINUM
SANDING CORROSION
LIMITED TO THE REMOVAL
REMOVAL OF OR FAIRING
MINOR
SCRATCHES FINISHING
240 GRIT
OR FINER
400
7/0 GRIT VERY FINE
OR FINER AND
ULTRA FINE
X
X
X
MAGNESIUM
ALLOYS
TITANIUM
CORROSION
REMOVAL
OR FAIRING
FINISHING
240 GRIT
OR FINER
400
CLEANING
AND
FINISHING
150 GRIT 180 GRIT
OR FINER OR FINER
VERY FINE
AND
X
ULTRA FINE
X
X
X
X
X
X
X
c. Rework depressions by forming
smoothly blended dish-outs, using a ratio
of 20:1, length to depth. (See figure 6-15.) In
areas having closely spaced multiple pits, in
tervening material should be removed to
minimize surface irregularity or waviness.
(See figure 6-16.) Steel nut-plates and steel
fasteners should be removed before blending
corrosion out of aluminum structure. Steel or
copper particles embedded in aluminum can
become a point of future corrosion. All corro
sion products must be removed during blend
ing to prevent reoccurrence of corrosion.
a. The part to be blast-cleaned should be
removed from the aircraft, if possible. Other
wise, areas adjacent to the part should be
masked or protected from abrasive impinge
ment and system (hydraulic, oil, fuel, etc.)
contamination.
b. Parts should be dry and clean of oil,
grease, or dirt, prior to blast cleaning.
c. Close-tolerance surfaces, such as
bushings and bearing shafts, should be
masked.
6-116. CORROSION REMOVAL BY
BLASTING. Abrasive blasting is a process
for cleaning or finishing ferrous metals by di
recting a stream of abrasive particles against
the surface of the parts. Abrasive blasting is
used for the removal of rust and corrosion and
for cleaning prior to painting or plating. The
following standard blast-cleaning practices
should be adopted.
d. Blast-clean only enough to remove cor
rosion coating. Proceed immediately with sur
face treatments as required.
6-117. CLEANERS, POLISHES, AND
BRIGHTENERS. It is important that aircraft
be kept thoroughly clean of contaminating de
posits such as oil, grease, dirt, and other for
eign materials.
Page 6-22
Par 6-115